
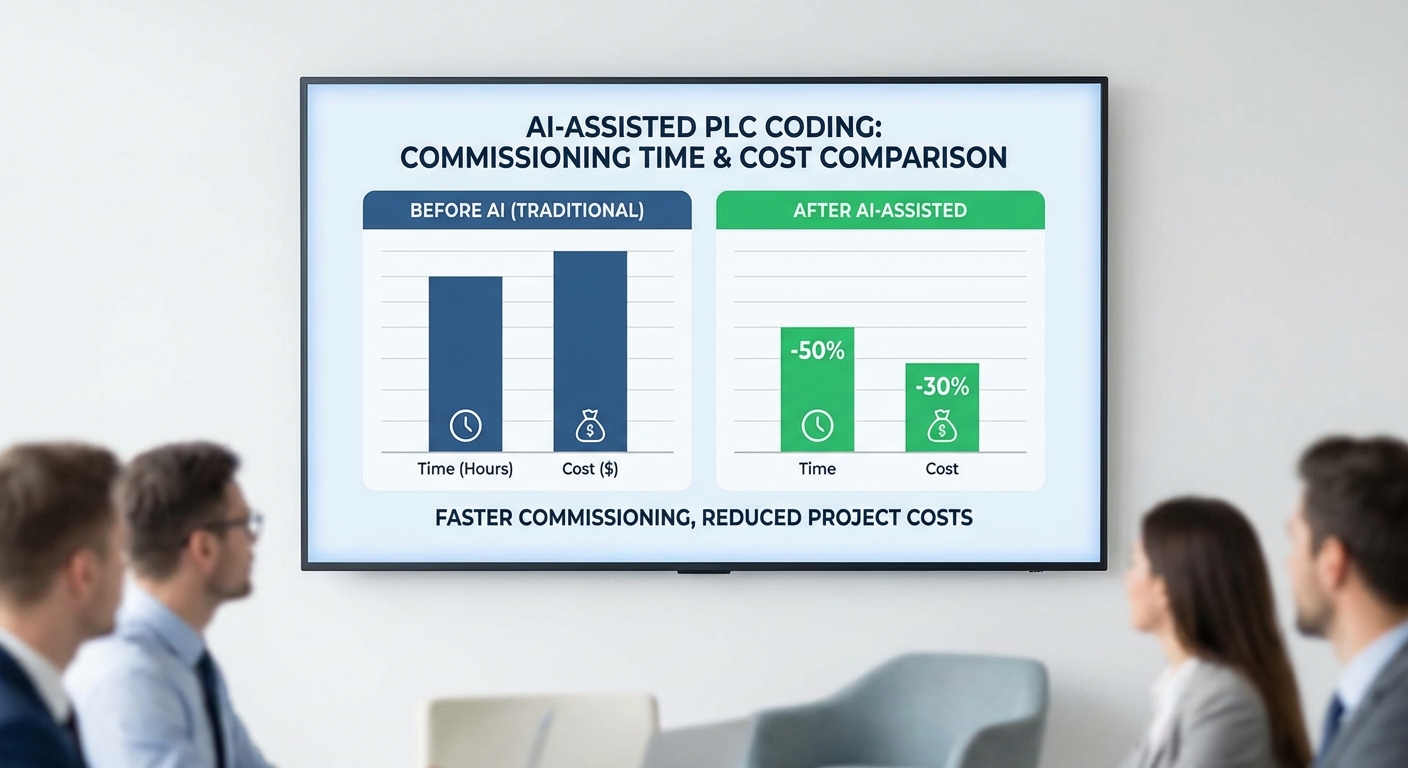
การนำปัญญาประดิษฐ์แบบ Large Language Models (LLMs) มาใช้สร้างโปรแกรมสำหรับ PLC (Programmable Logic Controller) กำลังเปลี่ยนโฉมหน้าการคอมมิชชันของโรงงานไทยอย่างรวดเร็ว—จากกระบวนการที่เคยกินเวลาหลายสัปดาห์และต้องอาศัยทีมวิศวกรจำนวนมาก กลายเป็นการสร้างและปรับจูนโค้ดได้ภายในไม่กี่ชั่วโมง ทำให้การขึ้นสายการผลิตและคืนกำไรเกิดขึ้นเร็วขึ้น ตัวอย่างจากโรงงานในนิคมอุตสาหกรรมบางแห่งระบุว่าช่วยลดเวลาในการคอมมิชชันได้มากกว่า 80–90% (เช่น จาก 2–3 สัปดาห์ เหลือ 2–3 ชั่วโมง) ซึ่งส่งผลโดยตรงต่อค่าใช้จ่ายการจ้างแรงงาน การหยุดชะงักของการผลิต และความสามารถในการตอบสนองต่อคำสั่งซื้อที่เปลี่ยนแปลงอย่างรวดเร็ว
แม้เทคโนโลยีจะให้ประสิทธิภาพและความรวดเร็วที่น่าประทับใจ ผู้เชี่ยวชาญด้านระบบอัตโนมัติและความปลอดภัยเตือนว่าโรงงานต้องไม่เร่งขึ้นไลน์ผลิตโดยปราศจากกระบวนการตรวจสอบที่รัดกุม เช่น การตรวจทานโดยมนุษย์ (human-in-the-loop), การจำลองการทำงาน (simulation), การทดสอบหน่วยและการทดสอบผสาน (unit/integration testing), รวมถึงการตรวจพิสูจน์ตามมาตรฐานความปลอดภัยอุตสาหกรรม ก่อนนำโค้ดที่สร้างโดย LLM ขึ้นใช้งานจริง เพราะข้อผิดพลาดในลอจิกการควบคุมอาจนำไปสู่การหยุดสายการผลิต เสียหายของอุปกรณ์ หรือเกิดความเสี่ยงด้านความปลอดภัยของพนักงานได้ บทความนี้จะเจาะลึกทั้งประโยชน์ของการใช้ LLM ในงาน PLC และข้อเสนอแนะแนวทางการตรวจสอบความปลอดภัยก่อนนำขึ้นไลน์
บทนำ: เทคโนโลยี LLM ปรับเกมการเขียนโปรแกรม PLC ในโรงงานไทย
บทนำ: เทคโนโลยี LLM ปรับเกมการเขียนโปรแกรม PLC ในโรงงานไทย
โรงงานในประเทศไทยกำลังเริ่มนำเทคโนโลยี Large Language Models (LLMs) มาใช้ในการสร้างโค้ดสำหรับ Programmable Logic Controller (PLC) อัตโนมัติ ซึ่งผลลัพธ์ที่เห็นได้ชัดคือระยะเวลาการคอมมิชชันสายการผลิตที่เคยใช้เวลาเป็นสัปดาห์ ลดลงเหลือเพียงไม่กี่ชั่วโมงในหลายกรณี จากเดิมที่กระบวนการตั้งแต่เขียนโปรแกรม ทดสอบ และปรับจูนอาจกินเวลาเฉลี่ย 2–6 สัปดาห์ กลายเป็น 4–12 ชั่วโมงเมื่อใช้เวิร์กโฟลว์ที่ผสาน LLM กับระบบทดสอบอัตโนมัติ
ผลกระทบเชิงธุรกิจมีความชัดเจนและทันที — เวลาเพื่อเปิดสายการผลิต (time-to-market) ลดลงอย่างมีนัยสำคัญ ส่งผลให้ต้นทุนการคอมมิชชันและการหยุดชะงักของการผลิตลดลง บริษัทฯ สามารถตอบสนองคำสั่งซื้อฉุกเฉินและปรับรุ่นไลน์ได้เร็วขึ้น ข้อมูลจากการทดลองภายในแผนกวิศวกรรมของผู้ประกอบการไทยบางรายระบุว่าเวลาการคอมมิชชันโดยรวมลดลงกว่า 70–90% ซึ่งแปลเป็นมูลค่าทางธุรกิจทั้งในแง่ของรายได้และประสิทธิภาพต้นทุน
เหตุผลที่โรงงานหันมาใช้ LLM มีหลายประการสำคัญ ได้แก่ ข้อจำกัดด้านบุคลากรผู้เขียนโปรแกรม PLC ที่มีทักษะสูง ความต้องการเปิดสายการผลิตอย่างรวดเร็วในสภาวะตลาดที่ผันผวน และความจำเป็นในการปรับแบบฟังก์ชันของเครื่องจักรให้เข้ากับงานผลิตที่เปลี่ยนบ่อย โรงงานหลายแห่งระบุว่า LLM ช่วยให้วิศวกรสามารถสร้างสคริปต์ฐานได้อย่างรวดเร็ว ลดงานเชิงเทคนิคที่ทำซ้ำ (boilerplate) และให้เวลาวิศวกรโฟกัสกับการออกแบบตรรกะที่มีความซับซ้อนมากขึ้น
บทความนี้จะนำเสนอภาพรวมของการนำ LLM มาใช้ในงาน PLC ของโรงงานไทย โดยจะครอบคลุม ตัวอย่างการใช้งานจริง, สถิติการลดเวลา, ประโยชน์เชิงธุรกิจ และ ความเสี่ยงด้านความปลอดภัยและความถูกต้องของโค้ด — รวมถึงคำเตือนจากผู้เชี่ยวชาญที่ชี้ให้เห็นถึงความจำเป็นของระบบตรวจสอบและทดสอบก่อนขึ้นไลน์ เพื่อให้การเร่งความเร็วด้วย AI ไม่แลกมาด้วยความเสี่ยงด้านความปลอดภัยของการผลิต รายการหัวข้อที่จะกล่าวถึงต่อไปมีดังนี้:
- ภาพรวมเทคโนโลยี LLM กับการสร้างโค้ด PLC และเวิร์กโฟลว์ที่ใช้กันทั่วไป
- สถิติการลดเวลาคอมมิชชันและตัวอย่างกรณีศึกษาในไทย
- ผลกระทบเชิงธุรกิจและการประเมินค่าใช้จ่าย–ผลตอบแทน (ROI)
- ความเสี่ยงด้านความปลอดภัย แนวทางตรวจสอบคุณภาพโค้ด และข้อเสนอแนะจากผู้เชี่ยวชาญ
- ข้อพิจารณาทางกฎหมาย มาตรฐานอุตสาหกรรม และแนวทางการนำไปปฏิบัติในองค์กร
กรณีศึกษา: โรงงานผลิตชิ้นส่วนยานยนต์ในนิคมอุตสาหกรรม
กรณีศึกษา: โรงงานผลิตชิ้นส่วนยานยนต์ในนิคมอุตสาหกรรม
ตัวอย่างนี้มาจากโรงงานผลิตชิ้นส่วนยานยนต์ขนาดกลางในนิคมอุตสาหกรรมภาคตะวันออก ซึ่งมีสายการผลิต 4 สาย (อัตราการผลิตรวมประมาณ 2,000–3,000 ชิ้นต่อวัน) กระบวนการหลักประกอบด้วยการนำเข้าแผ่นโลหะ การพับ/ปั๊ม การเชื่อม การทดสอบคุณภาพเชิงกล และการประกอบขั้นสุดท้าย รวมถึงการใช้งาน PLC ควบคุมลำดับการทำงานของหุ่นยนต์และเครื่องจักรหลายจุด ทีมเทคนิคภายในประกอบด้วยวิศวกร IEC 61131 และช่างควบคุมเครื่องจักร 6 คน ซึ่งก่อนหน้านี้มักต้องพึ่งพาช่างภายนอกเมื่อต้องคอมมิชชันระบบใหม่หรือเปลี่ยนแปลงสเปกระบบควบคุม
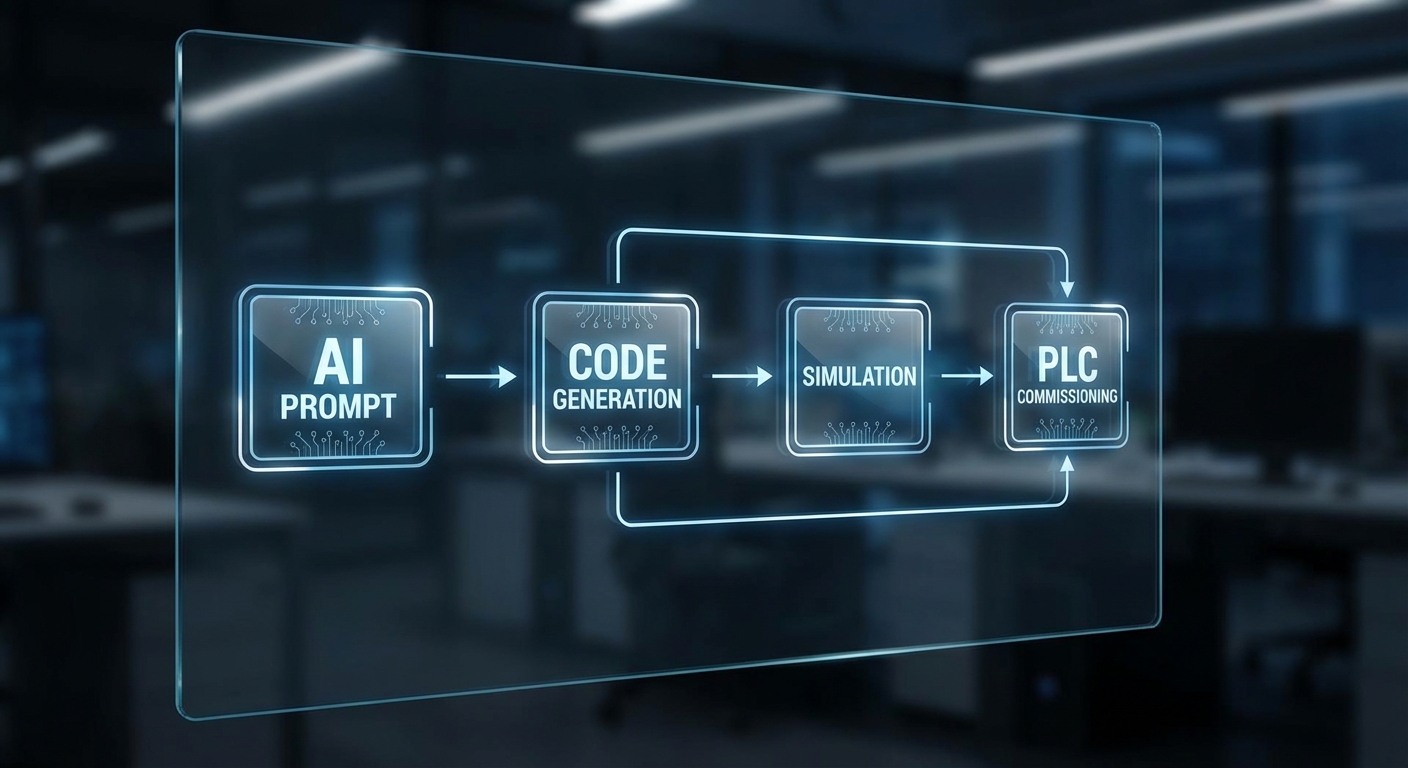
การนำ Large Language Model (LLM) มาใช้เป็นตัวช่วยตั้งแต่ขั้นตอนรับสเปก จนถึงการคอมมิชชันจริง เป็นไปตามลำดับงานดังนี้: LLM อ่านและสรุปเอกสารสเปก (PDF, P&ID, I/O list) -> สร้างโครงสร้างโปรแกรม PLC (Ladder/ST) พร้อม comment และ mapping I/O -> สร้างสคริปต์ทดสอบอัตโนมัติ (test cases) และชุดการจำลอง (simulation scenarios) -> ส่งออกโค้ดให้วิศวกรตรวจสอบและทำการ deploy บน PLC พร้อมทำ Hardware-in-the-loop เพื่อทดสอบก่อนขึ้นไลน์จริง กระบวนการนี้ลดภาระการเขียนโปรแกรมเชิงซ้ำซ้อน ทำให้วิศวกรมุ่งตรวจสอบเชิงคุณภาพมากกว่าการพิมพ์โค้ดเอง
ผลลัพธ์เชิงเวลาและสถิติที่วัดได้ในเคสนี้ชัดเจน: เวลาคอมมิชชันเฉลี่ยก่อนหน้าอยู่ที่ 2–6 สัปดาห์ (ประมาณ 10–30 วันทำการ) หลังนำ LLM มาใช้ในกระบวนการดังกล่าว เวลาคอมมิชชันลดลงเหลือเฉลี่ย 3–8 ชั่วโมง ต่อการติดตั้งและทดสอบหนึ่งสเตชั่น ตัวเลขย่อยที่น่าสังเกตคือขั้นตอนการสร้างโค้ดจากสเปกลดเวลาได้ถึง 90–99% และขั้นตอนการสร้างสคริปต์ทดสอบอัตโนมัติลดได้ประมาณ 85–95% ส่งผลให้เวลารวมในการเปิดไลน์ (ramp-up) เร็วขึ้นประมาณ 1–2 สัปดาห์ เมื่อเทียบกับกระบวนการดั้งเดิม
ผลกระทบเชิงธุรกิจที่เกิดขึ้นรวมถึง:
- ลดค่าใช้จ่ายด้านแรงงานภายนอก: โรงงานรายงานการลดการว่าจ้างช่างคอมมิชชันภายนอกลงประมาณ 60–80% ต่อโปรเจค เนื่องจากงานเชิงเทคนิคที่ต้องเขียนโค้ดเชิงลอจิกถูกทำโดย LLM และวิศวกรภายในทำหน้าที่ตรวจสอบและปรับแต่ง
- ลดค่า Overtime และเวลาหยุดสายการผลิต: เวลาคอมมิชชันที่สั้นลงทำให้ลดการทำงานล่วงเวลาในช่วงเปลี่ยนไลน์และลดความเสี่ยงการหยุดสายการผลิตไม่มีกำหนด ยกตัวอย่าง โรงงานสามารถเปิดไลน์ได้ภายในวันเดียว แทนที่จะต้องปิดสาย 1–2 สัปดาห์
- เพิ่มความแน่นอนในการส่งมอบ: การใช้สคริปต์ทดสอบอัตโนมัติและการจำลองลดความผิดพลาดเชิงตรรกะ ทำให้เวลาส่งมอบผลิตภัณฑ์ให้ลูกค้าเร็วขึ้นและลดการแก้ไขภายหลัง
- ประสิทธิภาพการใช้ทรัพยากร: วิศวกรภายในสามารถใช้เวลาไปกับการเพิ่มประสิทธิภาพการผลิตและการวิเคราะห์เชิงบำรุงรักษา (predictive maintenance) แทนการเขียนโค้ดขั้นพื้นฐาน
อย่างไรก็ตาม ทีมงานและผู้เชี่ยวชาญของโรงงานย้ำว่าแม้ LLM จะเร่งกระบวนการได้อย่างมาก แต่ต้องมีการเสริมระบบตรวจสอบความปลอดภัยและการยืนยันเชิงวิศวกรรมก่อนขึ้นไลน์จริง ตัวอย่างมาตรการที่นำมาใช้ได้แก่การบังคับให้มี Human-in-the-loop ตรวจสอบโค้ด, การใช้ Static Analysis และ Formal Verification สำหรับลอจิกที่เกี่ยวข้องกับความปลอดภัย, การรัน Hardware-in-the-loop (HIL) เพื่อจำลองสัญญาณจริง และการบันทึก audit trail ของการเปลี่ยนแปลงโค้ดทุกครั้ง โรงงานในเคสนี้ระบุว่าหากรวมขั้นตอนตรวจสอบเพิ่มเติมเหล่านี้ เวลารวมเพิ่มขึ้นเล็กน้อย แต่แลกมาด้วยความปลอดภัยและความเสถียรที่สูงขึ้น
สรุปคือ เคสนี้เป็นตัวอย่างที่ชัดเจนว่า LLM สามารถช่วยลดเวลาคอมมิชชันและต้นทุนได้อย่างมีนัยสำคัญ (ลดเวลาบางขั้นตอนถึง 90–99% และลดเวลาคอมมิชชันโดยรวมจากสัปดาห์เหลือเป็นชั่วโมง) แต่การใช้งานอย่างปลอดภัยต้องผสานกับกระบวนการตรวจสอบและการรับรองเชิงวิศวกรรมเพิ่มเติมเพื่อป้องกันความเสี่ยงก่อนการนำขึ้นไลน์ผลิตจริง
เทคโนโลยีเบื้องหลัง: จากคำสั่งเป็นโค้ด PLC — กระบวนการทำงาน
ภาพรวมกระบวนการ (End-to-End Workflow)
การนำ LLM (Large Language Model) มาใช้ในการเขียนโปรแกรม PLC เปลี่ยนรูปแบบการทำงานจากกระบวนการแมนนวลที่ใช้เวลานาน เป็นเวิร์กโฟลว์อัตโนมัติที่มีกระบวนการตรวจสอบหลายชั้น โดยทั่วไปจะแบ่งออกเป็นขั้นตอนหลักคือ requirement → prompt engineering → code generation → simulation → commissioning ซึ่งแต่ละขั้นตอนมีเครื่องมือสนับสนุนและจุดตรวจสอบความปลอดภัยที่ชัดเจน เพื่อลดความเสี่ยงก่อนนำไปขึ้นไลน์จริง
ขั้นตอนหลักและรายละเอียดทางเทคนิค
- Requirement capture: รับความต้องการจากผู้ใช้งานในรูปแบบ natural language (เช่น คำสั่งงาน, สเปค I/O, sequencing) หรือแบบฟอร์มเทมเพลต (IO map, state diagram, safety requirements, timing constraints) ซึ่งระบบจะทำการแปลงเป็นโครงสร้างข้อมูลภายใน (structured requirement) เพื่อใช้เป็น context ให้ LLM
- Prompt engineering & mapping: สร้าง prompt ที่มีทั้งตัวอย่าง (few-shot), กฎการเขียนโค้ดตามมาตรฐาน IEC 61131-3 และ constraint เฉพาะงาน (เช่น ชื่อสัญญาณ, address mapping ของ Siemens/Allen‑Bradley) เพื่อให้ LLM สร้างผลลัพธ์ที่สอดคล้องกับสถาปัตยกรรม PLC ของผู้ใช้งาน
- Code generation: LLM ผลิตโค้ดได้ในหลายรูปแบบตามมาตรฐาน IEC 61131-3 เช่น Ladder Diagram (LD), Function Block Diagram (FBD), Structured Text (ST) และสามารถออกเป็นไฟล์แลกเปลี่ยนเช่น PLCopen XML หรือไฟล์ที่ vendor สนับสนุน (เช่น TIA project snippets, Allen‑Bradley L5X / export formats)
- Unit test & static analysis: รัน unit tests อัตโนมัติด้วยเฟรมเวิร์กเช่น PLCUnit หรือชุดทดสอบที่เขียนใน ST พร้อม static analysis (linting, type/check rules) และการตรวจสอบกฎความปลอดภัยเชิงสถิติเพื่อจับ pattern ที่เสี่ยงก่อนรันบนฮาร์ดแวร์
- Simulation & digital twin: ส่งโค้ดเข้า simulator (เช่น Siemens PLCSIM, Rockwell Emulate หรือ third‑party simulators) และเชื่อมกับ digital twin ของเครื่องจักรเพื่อทดสอบ sequence, timing, HMI interaction และ edge cases ก่อนทำ commissioning จริง
- Commissioning & deployment: ใช้ pipeline ที่ควบคุมการส่งโค้ดขึ้น PLC จริง—ผ่านขั้นตอน staging → pre-production (ฮาร์ดแวร์จำลอง) → production—โดยมี gating ที่บังคับการอนุมัติจากวิศวกรความปลอดภัยก่อน push ขึ้นไลน์
ภาษาและรูปแบบโค้ดที่ LLM สามารถสร้างได้
LLM ที่ปรับแต่งสำหรับงานอุตสาหกรรมสามารถสร้างโค้ดในรูปแบบที่เป็นมาตรฐานของ PLC ดังนี้:
- Ladder Diagram (LD): นิยมใช้ในงานการควบคุมเชิงลอจิกที่ช่างไฟและช่างควบคุมเข้าใจง่าย เหมาะสำหรับแผงควบคุมแบบ legacy
- Function Block Diagram (FBD): สำหรับการประกอบฟังก์ชันที่ซับซ้อน เช่น PID, motion control, block-based reuse
- Structured Text (ST): ภาษาคล้าย Pascal/IEC ที่เหมาะกับอัลกอริทึมทางตรรกะและคณิตศาสตร์ซับซ้อน สามารถออกเป็นไฟล์ PLCopen XML ได้ง่ายสำหรับการ version control และ review
การผนวกกับระบบอื่น — Version control, CI/CD, และ Simulator
เพื่อให้กระบวนการมีความปลอดภัยและตรวจสอบได้ต้องผนวก LLM เข้ากับเครื่องมือด้านซอฟต์แวร์ที่เป็นมาตรฐาน:
- Version control: เก็บแหล่งที่มาของโค้ดเป็น text-based artifacts (เช่น ST files หรือ PLCopen XML) บน Git/GitLab สำหรับการรีวิว (code review), traceability และการย้อนกลับ (rollback)
- CI/CD สำหรับ PLC: ตั้ง pipeline อัตโนมัติ (เช่น GitLab CI, Jenkins) เพื่อตรวจ syntax, run static analysis, execute PLCUnit tests และ deploy ไปยัง simulator หรือ test PLC อัตโนมัติ ก่อนจะให้มนุษย์อนุมัติขั้นสุดท้าย
- Simulator & Digital Twin integration: ใช้ vendor simulators (Siemens PLCSIM, Rockwell Emulate) และ digital twin เพื่อรัน E2E tests, performance tests และ HIL (hardware‑in‑the‑loop) จุดนี้สำคัญสำหรับการทดสอบ interaction ระหว่าง PLC, SCADA, drives และเซนเซอร์จริง
การตรวจสอบความปลอดภัยและการรับรองก่อนขึ้นไลน์
แม้ LLM จะช่วยลดเวลาเขียนโค้ดจากระดับสัปดาห์เหลือชั่วโมง — ตัวอย่างเช่น บริษัทบางแห่งรายงานการลดเวลาคอมมิชชันจาก ~2 สัปดาห์เหลือ 4–8 ชั่วโมงในสโคปงานที่กำหนด — แต่ผู้เชี่ยวชาญเน้นย้ำว่าต้องมีชั้นการตรวจสอบ:
- Automated safety checks: rule-based checks (interlocks, safe states), model checking และ pattern detection ที่บล็อกโค้ดเมื่อมีความเสี่ยง
- Formal verification & test coverage: ใช้เครื่องมือ model checking หรือการยืนยันเชิงคณิตศาสตร์สำหรับ logic ที่เป็น safety‑critical และกำหนดเกณฑ์ coverage ของ unit/integration tests
- Human-in-the-loop approval: gate ให้ผู้เชี่ยวชาญความปลอดภัยตรวจทานและเซ็นอนุมัติก่อน deploy ไปยัง production PLC
- Traceability & audit trail: บันทึก prompt, model version, generation result และ test artifacts ไว้สำหรับการสอบสวนย้อนหลังและการรับรอง
การส่งออกสู่ Vendor และตัวอย่างการใช้งานเชิงปฏิบัติ
ระบบมักจะรองรับการส่งออกสู่แพลตฟอร์ม vendor หลัก เช่น การสร้างโค้ดที่สามารถนำเข้าใน Siemens TIA Portal ผ่าน PLCopen XML หรือการสร้างไฟล์ที่เข้ากับ Allen‑Bradley Studio 5000 (L5X/เมตาดาต้า) ซึ่งช่วยให้การโยกย้ายเข้า IDE ของผู้ผลิตเป็นไปอย่างราบรื่น นอกจากนี้ pipeline ที่ดีจะรวมการแปลง address mapping, tag naming convention และการ generate documentation อัตโนมัติ (I/O list, wiring diagrams) เพื่อเร่งกระบวนการ commissioning
บทสรุปเชิงเทคนิค
โดยสรุป การนำ LLM มาใช้ร่วมกับเครื่องมืออุตสาหกรรมสร้างเวิร์กโฟลว์ที่รวดเร็วและตรวจสอบได้: เริ่มจากการจับ requirement และ prompt engineering เพื่อผลิตโค้ดในรูปแบบ LD/FBD/ST ตาม IEC 61131-3 รันชุดทดสอบและ static analysis อัตโนมัติ เชื่อมต่อกับ simulator และ digital twin สำหรับการทดสอบ E2E และสุดท้ายผ่านกระบวนการ CI/CD ที่มี gate ด้านความปลอดภัยก่อน deployment จริง ทั้งหมดนี้ทำให้กระบวนการคอมมิชชันเร็วยิ่งขึ้น แต่ยังหวังพึ่งการตรวจสอบและรับรองจากมนุษย์เพื่อความปลอดภัยของโรงงาน
ประโยชน์เชิงปฏิบัติและทางธุรกิจ (ROI)
ผลตอบแทนเชิงปริมาณ: เวลา ค่าใช้จ่าย และการลด Downtime
การนำ LLM มาเขียนโปรแกรม PLC อัตโนมัติสามารถลดเวลาในการคอมมิชชันจากระดับ สัปดาห์ เหลือเป็น ชั่วโมง ได้จริงในหลายกรณี — ตัวอย่างเช่น กรณีทั่วไปที่ต้องใช้วิศวกร 2 คนทำงานร่วมกัน 5 วัน (ประมาณ 80 ชั่วโมงรวม) อาจยุบเป็นการทำงานเช็กและปรับแต่งภายใน 6–8 ชั่วโมงโดยมีวิศวกร 1 คนดูแลผลลัพธ์ที่ LLM สร้างขึ้น นั่นเท่ากับการลดเวลาโดยรวมประมาณ 90–95% ซึ่งแปลเป็นการลดต้นทุนแรงงานและค่าใช้จ่ายภายนอกอย่างชัดเจน
ในเชิงตัวเลข ถ้าค่าใช้จ่ายจากการจ้างผู้รับเหมาภายนอกสำหรับคอมมิชชันอยู่ที่ประมาณ 15,000–30,000 บาทต่อวัน และโรงงานมี downtime ที่มีมูลค่าเสียหายประมาณ 50,000 บาทต่อชั่วโมง การลดเวลาคอมมิชชันจาก 40 ชั่วโมงเหลือ 8 ชั่วโมง จะช่วยประหยัดได้ทั้งค่าแรงและลดความเสี่ยงจากการหยุดสายการผลิต โดยเฉพาะในสายการผลิตที่มีมูลค่าสูงต่อชั่วโมง ตัวอย่างการประหยัดคร่าว ๆ ได้แก่:
- ประหยัดค่าจ้างภายนอก: 5 วัน × 20,000 บาท = 100,000 บาท → ลดเหลือ 1 วันหรือ 8 ชั่วโมง = 20,000 บาท (ประหยัด 80,000 บาท)
- ลด downtime: 40 ชั่วโมง downtime × 50,000 บาท = 2,000,000 บาท → เหลือ 8 ชั่วโมง = 400,000 บาท (ประหยัด 1,600,000 บาท)
- รวมการประหยัดเชิงตรง = ประหยัด ~1.68 ล้านบาท ในเหตุการณ์เดียว (ตัวอย่างสมมติ)

ผลเชิงคุณภาพ: ความสม่ำเสมอของโค้ด การย้อนกลับ และความน่าเชื่อถือ
นอกเหนือจากการประหยัดด้านเวลาและเงิน LLM ยังสร้างคุณค่าทางคุณภาพที่สำคัญ ได้แก่ โค้ดที่มีความสม่ำเสมอ ตามมาตรฐานเทมเพลตขององค์กร ช่วยให้การอ่านและบำรุงรักษาง่ายขึ้น ลดความแตกต่างจากสไตล์การเขียนของวิศวกรแต่ละคน และทำให้การรีวิวเป็นระบบมากขึ้น นอกจากนี้ เมื่อนำผลลัพธ์มาจัดเก็บในระบบ version control จะทำให้การย้อนกลับ (rollback) และการตรวจสอบเวอร์ชันเป็นไปอย่างชัดเจน ซึ่งลดความเสี่ยงจากบั๊กที่อาจเกิดจากการเขียนมือ
การลดบั๊กจากการเขียนโค้ดด้วยมือมีผลทางธุรกิจโดยตรง: นอกจากจะลดค่าใช้จ่ายในการแก้ไขแล้วยังลดความเสี่ยงด้านความปลอดภัยและการหยุดชะงักที่ไม่คาดคิดได้ ตัวอย่างสถิติจากการใช้งาน automation ในอุตสาหกรรมซอฟต์แวร์ชี้ว่าโค้ดที่มีมาตรฐานช่วยลดข้อผิดพลาดเชิง logic ได้ถึง 30–50% ซึ่งเมื่อแปลงเป็นมูลค่าทางธุรกิจในโรงงานที่มีการผลิตสูงแล้วมีผลตอบแทนค่อนข้างสูง
ตัวอย่างการคำนวณ ROI แบบคร่าว ๆ และระยะคืนทุน
ตัวอย่างสมมติ: โรงงาน A มีสายการผลิต 3 สาย แต่ละสายต้องคอมมิชชันทุก 6 เดือน โดยแต่ละครั้งใช้ค่าใช้จ่ายภายนอกและ downtime รวม 500,000 บาท หากลงทุนในโซลูชัน LLM + ระบบตรวจสอบความปลอดภัย (รวมการติดตั้งและพัฒนาครั้งแรก) รวมเป็น 1,500,000 บาท ค่าใช้จ่ายการบำรุงรักษารายปี 300,000 บาท
- การประหยัดต่อการคอมมิชชัน = 500,000 บาท → ต่อปี 3 ครั้ง (3 สาย × 2 ครั้งต่อปี) = ประหยัด 1,500,000 บาท/ปี
- ค่าใช้จ่ายปีแรก = 1,500,000 + 300,000 = 1,800,000 บาท → ผลตอบแทนสุทธิเกือบเท่าค่าลงทุน (payback ~ 1 ปี)
- ปีถัดไปเป็นต้นไป ประหยัดสุทธิต่อปี = 1,500,000 − 300,000 = 1,200,000 บาท (ROI ต่อปี > 60%)
ตัวอย่างนี้เป็นการคำนวณเชิงประมาณเพื่อแสดงรูปแบบการคิด ROI จริงควรคำนึงถึงปัจจัยเพิ่มเติม เช่น ค่าใช้จ่ายฝึกอบรม พนักงานตรวจสอบ และการทำระบบความปลอดภัยก่อนขึ้นไลน์ (ซึ่งผู้เชี่ยวชาญเตือนว่าต้องมี)
เกณฑ์การตัดสินใจ: เมื่อใดควรลงทุนในโซลูชัน LLM สำหรับ PLC
เพื่อพิจารณาการลงทุน ควรประเมินเกณฑ์ต่อไปนี้อย่างจริงจัง:
- ขนาดสายการผลิต: หากมีหลายสายหรือมีการคอมมิชชัน/ปรับแต่งบ่อย (เช่น มากกว่า 2–3 ครั้งต่อปีต่อสาย) โซลูชันจะคืนทุนได้เร็ว
- ความซับซ้อนของตรรกะ: หากระบบมีตรรกะซับซ้อนซึ่งมักเกิดข้อผิดพลาดเมื่อเขียนมือ การอัตโนมัติที่มาพร้อมกับเทมเพลตและการทดสอบจะเพิ่มมูลค่าอย่างมาก
- ความต้องการรีลีสเร็ว: หากธุรกิจต้องการปรับสายการผลิตอย่างรวดเร็วเพื่อตอบความต้องการตลาด การใช้ LLM ช่วยลด lead-time และเพิ่มความสามารถในการสเกลโปรเจกต์
- ข้อควรคำนึงด้านความปลอดภัย: แม้ LLM จะช่วยเร็ว แต่ต้องมีระบบตรวจสอบอัตโนมัติ (simulation, formal verification) และการตรวจทานโดยมนุษย์ก่อนขึ้นไลน์เพื่อป้องกันความเสี่ยงด้านความปลอดภัยและความถูกต้องของตรรกะ
สรุปคือ การนำ LLM มาใช้เขียน PLC มีศักยภาพในการสร้าง ROI สูงทั้งในเชิงปริมาณและคุณภาพ โดยเฉพาะในโรงงานที่มีการคอมมิชชันบ่อย มีสายการผลิตหลายสาย หรือมีมูลค่าการผลิตต่อชั่วโมงสูง อย่างไรก็ดี การลงทุนที่ยั่งยืนจำเป็นต้องรวมระบบตรวจสอบความปลอดภัย การทดสอบเชิงจำลอง และกระบวนการ review ที่มีมนุษย์เป็นผู้รับรองก่อนขึ้นไลน์ เพื่อให้ทั้งผลประหยัดและความปลอดภัยเดินควบคู่กันอย่างมั่นคง
ความเสี่ยงด้านความปลอดภัยและคำเตือนจากผู้เชี่ยวชาญ
การนำ Large Language Models (LLMs) มาใช้เขียนโปรแกรม PLC อัตโนมัติช่วยลดเวลาคอมมิชชันจากสัปดาห์เหลือชั่วโมงได้อย่างชัดเจน แต่ผู้เชี่ยวชาญด้าน OT/ICS และความปลอดภัยไซเบอร์เตือนว่าเทคโนโลยีนี้มาพร้อมความเสี่ยงเชิงปฏิบัติการและกฎหมายที่ต้องได้รับการจัดการอย่างเข้มงวด หากปล่อยให้โค้ดที่สร้างขึ้นโดย LLM ขึ้นไลน์โดยไม่มีมาตรการตรวจสอบเพียงพอ จะสามารถก่อให้เกิดความเสียหายต่ออุปกรณ์ คนงาน และกระบวนการผลิตได้โดยตรง
ความเสี่ยงจากข้อผิดพลาดของโค้ดที่ LLM สร้าง
แม้ LLM จะสร้างโค้ดได้เร็ว แต่ อัตราความผิดพลาดของโค้ดยังคงมีอยู่ และบางครั้งข้อผิดพลาดเหล่านั้นสามารถแปลงเป็นคำสั่งที่เป็นอันตรายต่อเครื่องจักรได้ เช่น การส่งสัญญาณสั่งเปิดวาล์วในลำดับที่ผิด การตั้งค่าความเร็วมอเตอร์เกินพารามิเตอร์ความปลอดภัย หรือการข้ามเงื่อนไข interlock ที่ต้องมี การทดลองภาคสนามและการจำลองในหลายกรณีชี้ให้เห็นว่าโค้ดที่ไม่ได้รับการตรวจสอบสามารถสร้างสภาวะ overpressure, overheat หรือพฤติกรรม non-deterministic ที่ทำให้เกิด downtime หรือความเสียหายทางกายภาพได้
ความเสี่ยงด้านไซเบอร์และห่วงโซ่อุปทานโมเดล
- Model poisoning: โมเดลที่ฝึกหรืออัปเดตด้วยข้อมูลที่ถูกโจมตี (poisoned data) อาจสร้างโค้ดที่แฝงพฤติกรรมเสี่ยงหรือ backdoor — ตัวอย่างเช่น การสอดแทรกเงื่อนไขพิเศษที่ทำงานเมื่อเจอสัญญาณเฉพาะ ซึ่งอาจเปิดช่องให้ผู้โจมตีควบคุมกระบวนการได้ในภายหลัง
- Unauthorized code modification: โค้ดที่ผ่านกระบวนการอัตโนมัติอาจถูกดัดแปลงขณะเก็บหรือส่งผ่านระบบ CI/CD หากไม่มีการเซ็นชื่อหรือการตรวจสอบความสมบูรณ์ (integrity checks) ผู้โจมตีสามารถแทรกโค้ดอันตรายลงในสคริปต์ PLC ได้
- Lack of code provenance: หากไม่มีบันทึกที่ชัดเจนเกี่ยวกับที่มาของโค้ด — ทั้งรุ่นของโมเดล ชุดข้อมูลฝึก สคริปต์เทมเพลต และการปรับแต่ง — การตรวจสอบย้อนหลัง (forensic) เมื่อเกิดเหตุจะเป็นไปได้ยาก และความรับผิดชอบทางกฎหมายก็อาจไม่ชัดเจน
ความเสี่ยงทางกฎหมายและความรับผิดชอบ
เมื่อการขึ้นไลน์ของระบบที่ใช้โค้ดจาก LLM ทำให้เกิดอุบัติการณ์ ผู้ประกอบการอาจเผชิญทั้งคดีแพ่งและคดีอาญาได้ ขึ้นอยู่กับข้อเท็จจริง เช่น การละเลยมาตรฐานความปลอดภัย การขาดการตรวจสอบที่เหมาะสม หรือการไม่ปฏิบัติตามกฎระเบียบด้านความปลอดภัยของอุตสาหกรรม นอกจากนี้ ผู้จำหน่ายโมเดลหรือผู้ให้บริการซอฟต์แวร์อาจถูกเรียกร้องให้ร่วมรับผิดหากมีช่องโหว่ในกระบวนการพัฒนา/อัปเดตโมเดล
คำแนะนำเชิงปฏิบัติจากผู้เชี่ยวชาญ
ผู้เชี่ยวชาญแนะนำว่าการนำ LLM มาใช้งานในสภาพแวดล้อม OT/ICS ต้องมาพร้อมกับกรอบการควบคุมความปลอดภัยที่เข้มงวด ประกอบด้วยมาตรการเชิงเทคนิคและการบริหารความเสี่ยง ดังต่อไปนี้
- Formal verification: การใช้เทคนิคพิสูจน์เชิงคณิตศาสตร์เพื่อตรวจสอบความถูกต้องของตรรกะสำคัญ (safety-critical logic) ก่อนนำขึ้นใช้งานจริง เพื่อยืนยันว่าโค้ดไม่ละเมิด invariant หรือ constraint ของกระบวนการ
- Simulation testing: การรันโค้ดในสภาพแวดล้อมจำลอง (digital twin, hardware-in-the-loop) ครอบคลุมเคสปกติและเคสผิดพลาด เพื่อสังเกตพฤติกรรมที่ไม่คาดคิดก่อนขึ้นไลน์
- Automated safety checks: เครื่องมือตรวจสอบสแตติกและไดนามิกสำหรับ PLC code (เช่น syntax, timing analysis, race condition detection) ควรอยู่ใน pipeline อัตโนมัติ
- Safety interlocks และ physical guards: ไม่ควรพึ่งพาซอฟต์แวร์เพียงอย่างเดียว ควรมี interlock ทางฮาร์ดแวร์และระบบหยุดฉุกเฉิน (E-stop) เพื่อป้องกันผลร้ายหากซอฟต์แวร์ล้มเหลว
- Code signing และ immutable provenance logs: เซ็นโค้ดทุกชิ้นด้วยคีย์ที่เชื่อถือได้ เก็บประวัติการเปลี่ยนแปลงแบบไม่สามารถแก้ไข (tamper-evident logs) เพื่อให้ตรวจสอบย้อนหลังและป้องกันการแก้ไขโดยไม่ได้รับอนุญาต
- Human-in-the-loop approval gates: กำหนดจุดที่ต้องมีการอนุมัติจากวิศวกร OT/ICS ที่ผ่านการฝึกอบรมก่อนโค้ดใด ๆ จะถูกนำขึ้นสู่ระบบจริง — โดยเฉพาะการเปลี่ยนแปลงที่เกี่ยวข้องกับ logic ควบคุมหลัก
- Canary/gradual deployment และ runtime monitoring: ปล่อยรันโค้ดแบบขนาดเล็กในสภาพแวดล้อมจำกัดเพื่อตรวจหาพฤติกรรมผิดปกติ พร้อมระบบแจ้งเตือนและ rollback อัตโนมัติ
สรุปคือ การใช้ LLM ในงาน PLC มีศักยภาพสูงในการเพิ่มประสิทธิภาพ แต่ต้องยึดหลัก “ความปลอดภัยมาก่อนความเร็ว” — ผู้เชี่ยวชาญเน้นย้ำว่าการขึ้นไลน์ต้องรวม formal verification, simulation testing, safety interlocks และ human-in-the-loop เป็นพื้นฐาน เพื่อป้องกันความเสี่ยงด้านการปฏิบัติการ, การโจมตีทางไซเบอร์ และปัญหาทางกฎหมายที่อาจเกิดขึ้น
แนวทางปฏิบัติและขั้นตอนนำไปใช้สำหรับโรงงานไทย
แนวทางเริ่มต้น: ตั้งโครงการนำร่อง (Pilot Project) บนระบบจำลอง
เพื่อให้การนำ Large Language Model (LLM) มาใช้ในการเขียนโปรแกรม PLC เป็นไปอย่างมีความเสี่ยงต่ำ ควรเริ่มด้วย โครงการนำร่อง ที่ไม่กระทบต่อสายการผลิตหลัก โดยกำหนดขอบเขตเป็นเครื่องจักรหรือเซลล์การผลิตเพียง 1–2 จุด ใช้ simulator หรือ digital twin ในการรันโค้ดที่ LLM สร้างขึ้นทั้งหมดก่อนขึ้นรันจริง ทั้งนี้แนะนำกรอบเวลาทดลอง 3–6 เดือน เพื่อเก็บข้อมูลผลลัพธ์เชิงเทคนิคและเชิงธุรกิจ เช่น เวลาเฉลี่ยในการคอมมิชชัน (Mean Time to Commission) ลดลงจากหลายสัปดาห์เป็นระดับชั่วโมง หรืออัตราความผิดพลาดของโค้ดที่พบในสภาพแวดล้อมจำลองไม่เกิน 1% เป็นเกณฑ์ผ่านสำหรับการพิจารณาขยายผล
การเตรียมข้อมูลทดสอบและสร้าง Pipeline ทดสอบอัตโนมัติ
การเตรียมข้อมูลทดสอบมีความสำคัญต่อความแม่นยำของ LLM และความปลอดภัยของระบบ ควรรวบรวมชุดข้อมูลที่มีความหลากหลายประกอบด้วยตัวอย่างโปรแกรม PLC เดิม, สเปคฮาร์ดแวร์, แผนผัง I/O, สัญญาณเตือน และสถานการณ์ผิดปกติในอดีต จากนั้นออกแบบ pipeline การทดสอบอัตโนมัติ ซึ่งรวมถึงการรัน unit tests, integration tests, simulation runs และ regression tests แบบต่อเนื่อง (CI/CD สำหรับโค้ด PLC) โดย pipeline ควรมีการล็อกผลการทดสอบเป็น audit trail เพื่อให้ตรวจสอบย้อนกลับได้ในทุกขั้นตอน
ออกแบบ Checklist การทดสอบเชิงรายละเอียด
- Unit tests: ตรวจสอบฟังก์ชันย่อยของโค้ด เช่น การอ่าน/เขียน I/O, การคำนวณค่า PID, การจัดการสถานะ พร้อม threshold ที่ชัดเจน
- Integration tests: ทดสอบการทำงานร่วมของโมดูล PLC กับระบบ SCADA, HMI และอุปกรณ์ภายนอก โดยใช้ digital twin เพื่อเลียนแบบการสื่อสารและเงื่อนไขจริง
- Safety scenarios: สร้างชุดสถานการณ์ความปลอดภัยที่ครอบคลุม เช่น การเสียบ/ถอดเซ็นเซอร์, เส้นทางสัญญาณผิดพลาด, ระบบหยุดฉุกเฉิน และการสูญเสียพลังงาน เพื่อยืนยันว่า logic ป้องกันความปลอดภัยทำงานถูกต้อง
- Emergency stop tests: ตรวจสอบการตอบสนองต่อสัญญาณ E-Stop ในระดับฮาร์ดแวร์และซอฟต์แวร์ ต้องทดสอบทั้งใน simulator และในเซลล์ที่แยกจากสายการผลิตจริง
- Performance and timing tests: ยืนยันว่าโค้ดที่ LLM สร้างมีเวลาตอบสนอง (latency) และ deterministic behavior ภายในข้อกำหนด
- Regression tests: เก็บชุดเคสที่ผ่านการรับรองแล้ว เพื่อป้องกันไม่ให้การเปลี่ยนแปลงใหม่ทำลายฟังก์ชันที่เคยทำงานถูกต้อง
กำหนด Governance และบทบาทความรับผิดชอบ
ตั้งกรอบการกำกับดูแล (governance) ที่ชัดเจน โดยระบุบทบาทและกระบวนการอนุมัติ ดังนี้
- Developer (ผู้พัฒนา): รับผิดชอบการ integrate output ของ LLM ให้เป็นโค้ดตามมาตรฐาน และสร้าง unit tests เบื้องต้น
- Reviewer (ผู้ตรวจทาน): ทำ code review เชิงตรรกะและมาตรฐานการเขียนโค้ด สำหรับ PLC โดยใช้ checklist ที่กำหนดเป็นลายลักษณ์อักษร
- Safety engineer (วิศวกรความปลอดภัย): ตรวจสอบแง่มุมความปลอดภัยทั้งหมด เป็นผู้อนุมัติขั้นสุดท้ายสำหรับการขึ้นรันจริงในเซลล์ทดสอบ และรับผิดชอบการออกแบบสถานการณ์ทดสอบด้านความปลอดภัย
- นำระบบ code signing มาใช้ เพื่อให้มั่นใจว่าโค้ดที่อนุมัติเท่านั้นจะถูก deploy และต้องมี audit trail เก็บบันทึกการเปลี่ยนแปลง ทดสอบ และการอนุมัติทั้งหมดสำหรับการตรวจสอบย้อนหลัง
การฝึกอบรม การเปลี่ยนผ่าน และมาตรฐานการอนุมัติก่อนขยายสู่สายการผลิต
การฝึกอบรมต้องครอบคลุมทั้งด้านเทคนิคและการจัดการความเสี่ยง สำหรับวิศวกร PLC, วิศวกรความปลอดภัย และผู้ควบคุมการผลิต โดยจัดหลักสูตรที่รวมการอ่านผลลัพธ์จาก LLM, วิธีตรวจสอบโค้ดอัตโนมัติ, การใช้งาน simulator และกรณีศึกษาเหตุการณ์จริง นอกจากนี้ควรกำหนด มาตรฐานการอนุมัติ ที่ชัดเจนก่อนขยายใช้งาน เช่น เกณฑ์ผลการทดสอบต้องผ่าน 100% ของ safety scenarios ใน simulator, ลดเวลา commissioning อย่างน้อย 70% ในเซลล์ทดสอบ และไม่มีเหตุการณ์ความปลอดภัยสำคัญภายใน 30 วันแรกหลังขึ้นรันจริง
สุดท้ายเมื่อผ่านเกณฑ์นำร่องแล้ว ให้วางแผนการขยายแบบเป็นขั้นตอน (phased rollout) โดยติดตาม KPI สำคัญ เช่น เวลาในการคอมมิชชัน (MTTC), อัตราจำนวนข้อบกพร่องต่อรอบการเปลี่ยนแปลง, และ Mean Time to Recovery (MTTR) หากเกิดเหตุผิดพลาด พร้อมจัดตั้งกลไก feedback loop เพื่อปรับปรุง model, ชุดทดสอบ และกระบวนการ governance อย่างต่อเนื่องก่อนจะนำไปใช้ในสายการผลิตหลัก
กรอบนโยบายและการกำกับดูแลที่ควรพิจารณา
กรอบนโยบายและการกำกับดูแลที่ควรพิจารณา
การนำ Large Language Models (LLMs) มาใช้ในการเขียนโปรแกรม PLC สำหรับงานคอมมิชชันเชิงอุตสาหกรรม จำเป็นต้องผสานการกำกับดูแลกับมาตรฐานความปลอดภัยที่มีอยู่ เพื่อให้การเปลี่ยนผ่านเทคโนโลยีเป็นไปอย่างปลอดภัยและมีความรับผิดชอบ สำหรับโรงงานไทย หน่วยงานกำกับควรเชื่อมโยงการนำ LLM มาใช้กับกรอบมาตรฐานสำคัญ เช่น IEC 61131-3 (languages และโครงสร้างของโปรแกรม PLC) และมาตรฐานฟังก์ชันความปลอดภัยอย่าง IEC 61508 และ IEC 61511 ที่ครอบคลุมการประเมินความเสี่ยง การกำหนดระดับความปลอดภัย (SIL — Safety Integrity Level) และกระบวนการทดสอบที่จำเป็นก่อนนำระบบขึ้นใช้งานจริง การยึดตามมาตรฐานเหล่านี้ช่วยกำหนดขอบเขตงานที่ LLM สามารถทำได้ (เช่น งานที่ไม่ใช่ safety-critical) และกรอบควบคุมเมื่อ LLM มีบทบาทในส่วนที่มีผลต่อฟังก์ชันความปลอดภัย
ในแง่การรับรองและการทดสอบ โซลูชัน LLM สำหรับงานควบคุม ต้องได้รับการประเมินทั้งในเชิงซอฟต์แวร์และเชิงระบบ ไม่เพียงแต่การตรวจสอบความถูกต้องของโค้ด PLC ที่ผลิตโดยโมเดล แต่ยังรวมถึงการทดสอบในสภาวะจริงผ่าน simulation/digital twin, การทดสอบเชิงสถิติเพื่อหาข้อบกพร่อง, การทดสอบเชิงปฏิบัติการ (acceptance testing) ตามข้อกำหนด SIL และการทดสอบความทนทานต่อการโจมตี (adversarial testing) ด้านไซเบอร์ตามแนวทางของ IEC 62443 เพื่อป้องกันความเสี่ยงจากการถูกโจมตีหรือการป้อนข้อมูลที่เป็นอันตราย นอกจากนี้ ควรมีการทดสอบความสมบูรณ์ของวงจรการพัฒนา (CI/CD) และระบบ MLOps ที่ใช้ในการอัปเดตโมเดล เพื่อให้มั่นใจว่าการเปลี่ยนแปลงโค้ดเป็นไปภายใต้การควบคุม (change control), มีการติดตามเวอร์ชัน และสามารถ rollback ได้เมื่อพบปัญหา
เพื่อให้เกิดการกำกับดูแลที่มีประสิทธิผล ขอเสนอแนวทางเชิงนโยบายต่อหน่วยงานกำกับของไทยดังต่อไปนี้:
- ออกข้อกำหนดการรับรองและวิธีทดสอบเฉพาะสำหรับ LLM ในงานอุตสาหกรรม: ร่างมาตรฐานย่อยหรือคู่มือปฏิบัติที่ผสาน IEC 61131-3, IEC 61508/61511 และ IEC 62443 ระบุชุด Acceptance Tests, SIL mapping, และเกณฑ์การยอมรับสำหรับโค้ดที่สร้างโดยอัตโนมัติ
- จัดตั้ง sandbox สำหรับนวัตกรรมภายใต้การกำกับ: เปิดพื้นที่ทดลองเชิงควบคุมที่ผู้พัฒนาและผู้ประกอบการสามารถทดสอบ LLM กับ Digital Twin และเงื่อนไขปฏิบัติการจริงภายใต้ขอบเขตความเสี่ยงที่กำหนด โดยมีการเฝ้าระวังและรายงานผลอย่างเป็นระบบ
- กำหนดแนวทางการตรวจสอบ (audit) และการประกันคุณภาพ: บังคับให้มีการตรวจสอบโดยบุคคลที่สาม (3rd-party conformity assessment) สำหรับระบบที่มีความเสี่ยงสูง และออกแนวปฏิบัติสำหรับการตรวจทานโค้ดอัตโนมัติ/ด้วยมนุษย์, การตรวจหลักฐานการทดสอบ, และการตรวจสอบ traceability ของ dataset และ pipeline
- ข้อกำหนดด้านความโปร่งใสของโมเดลและการรายงาน: กำหนดให้มีการเผยแพร่ model cards และ system cards ที่ระบุขอบเขตการใช้งาน, ข้อมูลการฝึกฝน, ขีดจำกัดที่ทราบ, อัตราความผิดพลาดที่ตรวจพบ, และวิธีการบรรเทาความเสี่ยง เพื่อให้ผู้ใช้งานและผู้ตรวจสอบเข้าใจความเสี่ยงเชิงปฏิบัติการ
- การบังคับใช้หลักการ Human-in-the-loop และเกณฑ์การขึ้นไลน์: สำหรับฟังก์ชันที่มีผลต่อความปลอดภัย ให้มีกระบวนการอนุมัติจากผู้เชี่ยวชาญมนุษย์ก่อนการ deploy จริง โดยกำหนด gate-check ระหว่าง commissioning เช่น การเซ็นรับรอง, code signing, และ checklist การทดสอบบนอุปกรณ์จริง
- ความโปร่งใสและความรับผิดชอบของห่วงโซ่อุปทาน: กำหนดให้ผู้ให้บริการ LLM และ integrator ต้องรายงานซัพพลายเชนของโมเดล, การปรับแต่ง (fine-tuning), และการจัดการแพตช์ โดยมีการเก็บ log และ hash ของเวอร์ชันที่ขึ้นไลน์เป็นหลักฐานทางเทคนิค
- การเฝ้าระวังหลังขึ้นใช้งานและระบบรายงานเหตุการณ์: กำหนดการมอนิเตอร์เชิงเวลาจริง (real-time monitoring), การทดสอบซ้ำเป็นระยะ, และข้อกำหนดการรายงานเหตุผิดพลาด/อุบัติการณ์ต่อหน่วยงานกำกับภายในกรอบเวลาที่กำหนด เพื่อให้สามารถตอบสนองและบังคับใช้มาตรการแก้ไขได้ทันที
- ส่งเสริมความร่วมมือระหว่างภาครัฐ ภาคเอกชน และสถาบันมาตรฐานนานาชาติ: ประสานงานกับองค์กรระหว่างประเทศและประเทศเพื่อนบ้านเพื่อแลกเปลี่ยนแนวปฏิบัติ, ชุดทดสอบมาตรฐาน และการยอมรับร่วม (mutual recognition) เพื่อช่วยลดต้นทุนการรับรองและเร่งการนำเทคโนโลยีอย่างปลอดภัย
การดำเนินนโยบายควรคำนึงถึงความสมดุลระหว่างการส่งเสริมนวัตกรรมและการปกป้องความปลอดภัยของประชาชนและทรัพย์สิน: โดยการกำหนดข้อบังคับเป็นแบบค่อยเป็นค่อยไป (phased approach) พร้อมมาตรการบังคับใช้ที่ชัดเจน เช่น หลักการกำหนดความเสี่ยงตามชั้น (risk-based classification), ค่าปรับหรือมาตรการแก้ไขเมื่อพบการละเมิด และการสนับสนุนด้านความรู้ความสามารถให้ผู้ประกอบการไทย ผ่านการฝึกอบรมและการรับรองผู้ integrator เพื่อให้เกิดการนำ LLM มาใช้ในภาคอุตสาหกรรมอย่างปลอดภัย มีความรับผิดชอบ และสามารถตรวจสอบย้อนกลับได้ตลอดวงจรชีวิตของระบบ
ข้อสรุปและข้อเสนอแนะต่อผู้ปฏิบัติงาน
ข้อสรุปและข้อเสนอแนะต่อผู้ปฏิบัติงาน
เทคโนโลยี language models ขนาดใหญ่ (LLM) แสดงศักยภาพในการเร่งกระบวนการเขียนโปรแกรม PLC อย่างมีนัยสำคัญ — ตัวอย่างในบทความนี้ระบุว่าการคอมมิชชันลดจากระดับสัปดาห์ (โดยเฉลี่ย 5–7 วัน) เหลือระดับชั่วโมง (ประมาณ 4–8 ชั่วโมง) ในเคสที่มีการนำ LLM มาใช้ร่วมกับ workflow ที่เตรียมไว้ดีแล้ว อย่างไรก็ดี ผลลัพธ์เชิงประสิทธิภาพนี้ต้องแลกมาด้วยความเสี่ยงด้านความปลอดภัยและความน่าเชื่อถือ หากไม่มีกรอบการควบคุม (governance) และการทดสอบที่เหมาะสมก่อนขึ้นไลน์
ผู้เชี่ยวชาญแนะนำให้มอง LLM เป็นเครื่องมือที่เพิ่มความเร็ว ไม่ใช่ทดแทนกระบวนการวิศวกรรมความปลอดภัย พื้นฐานต้องประกอบด้วยการกำหนดนโยบายการใช้งาน การควบคุมเวอร์ชันโค้ด การบันทึก audit trail และเกตการอนุมัติ (approval gates) ที่ชัดเจน นอกจากนี้ควรนำหลักการทดสอบหลายชั้นมาใช้ เช่น simulation, hardware-in-the-loop (HIL), static code analysis, regression testing และ testing ตามมาตรฐานอุตสาหกรรม (เช่น IEC 61508, IEC 62443) เพื่อยืนยันความปลอดภัยก่อนติดตั้งจริง
แนวทางการนำไปปฏิบัติที่แนะนำเริ่มจากการตั้งโครงการ pilot ขนาดเล็ก โดยใช้ digital twin และการจำลองการทำงานเพื่อประเมินผลลัพธ์เชิงฟังก์ชันและความปลอดภัยก่อนขยายผล การรักษาโมเดลแบบ human-in-the-loop ในช่วงแรกเป็นสิ่งจำเป็น — ให้วิศวกรทำการทบทวนโค้ดที่ LLM สร้างขึ้น พร้อมจัดชุดทดสอบ acceptance tests และเกณฑ์ยอมรับ (acceptance criteria) ที่ชัดเจนก่อนอนุญาตให้ขึ้นไลน์จริง
การลงทุนที่สำคัญประกอบด้วยเครื่องมือทดสอบอัตโนมัติ (automated test frameworks สำหรับ PLC), ระบบ CI/CD ที่รองรับการทดสอบอัตโนมัติและ rollback, และโครงการฝึกอบรมบุคลากรทั้งด้านเทคนิค (ภาษา PLC, prompt engineering, debugging) และด้านการบริหารความเสี่ยง นอกจากนั้นควรกำหนดตัวชี้วัดความสำเร็จ (KPI) เช่น อัตราข้อผิดพลาดหลังขึ้นไลน์, เวลาเฉลี่ยการคอมมิชชัน, จำนวนการเรียกคืน/rollback เพื่อใช้ติดตามผลและปรับปรุงกระบวนการอย่างต่อเนื่อง
- เริ่มด้วย pilot — ทำโครงการนำร่องในพื้นที่จำกัด ใช้ digital twin/simulation ก่อนจะขยายสู่สายการผลิตหลัก
- ยึดหลัก simulation และ HIL — ยืนยันพฤติกรรมระบบในสภาพแวดล้อมจำลองและเชื่อมต่อฮาร์ดแวร์ก่อนขึ้นไลน์
- บังคับใช้ human-in-the-loop — กำหนดจุดตรวจสอบโดยวิศวกรที่ต้องอนุมัติก่อน merge และ deploy
- เสริม governance — นโยบายการใช้งาน LLM, การควบคุมเวอร์ชัน, audit logs และ approval gates ที่ชัดเจน
- ลงทุนในเครื่องมือทดสอบอัตโนมัติ — สร้างชุดทดสอบอัตโนมัติ (unit, integration, regression) และ CI/CD สำหรับ PLC
- ฝึกอบรมบุคลากร — Upskill ด้าน PLC languages, safety standards, และการออกแบบ prompt/การตรวจสอบโค้ด
- กำหนด KPI และการมอนิเตอร์ — ติดตามข้อผิดพลาดหลังขึ้นไลน์ เวลาในการคอมมิชชัน และอัตราการเรียกคืน เพื่อนำข้อมูลมาปรับปรุง
- วางแผนความเสี่ยงและ rollback — เตรียมกลไกหยุดการทำงาน, interlocks ทางความปลอดภัย และแผนกลับสู่สถานะก่อนหน้าเมื่อพบข้อผิดพลาด
บทสรุป
การนำ LLM มาเขียนโปรแกรม PLC สามารถลดเวลาคอมมิชชันจากหลายสัปดาห์เหลือเป็นชั่วโมง — ตัวอย่างกรณีศึกษารายงานว่าการคอมมิชชันที่เคยใช้เวลา 2–4 สัปดาห์สามารถย่นเหลือ 2–6 ชั่วโมงหรือสั้นกว่า ซึ่งเท่ากับการลดเวลาได้มากกว่า 80–90% ทำให้เกิดประสิทธิภาพเชิงธุรกิจที่ชัดเจนทั้งในแง่ต้นทุน แรงงาน และความเร็วในการขึ้นผลิตภัณฑ์ แต่ผู้เชี่ยวชาญเตือนชัดเจนว่า ห้ามข้ามขั้นตอนการทดสอบความปลอดภัย ก่อนนำระบบขึ้นไลน์ เนื่องจากความเสี่ยงทั้งด้านความปลอดภัยของเครื่องจักรและความปลอดภัยไซเบอร์อาจก่อให้เกิดอุบัติการณ์ร้ายแรงได้หากไม่มีการยืนยันความถูกต้องของโค้ดและลอจิกการทำงานอย่างรอบคอบ

แนวปฏิบัติที่แนะนำคือเริ่มด้วยโครงการนำร่อง (pilot) ในพื้นที่ที่ควบคุมได้ ใช้ simulator / digital twin เพื่อจำลองการทำงานจริงก่อนลงสู่สายการผลิต ติดตั้งระบบตรวจสอบอัตโนมัติ (automated verification, static analysis, formal methods เมื่อเหมาะสม) ร่วมกับ human‑in‑the‑loop ในขั้นตอนการอนุมัติรหัสและการทดสอบฟังก์ชัน นอกจากนี้โรงงานควรปฏิบัติตามมาตรฐานความปลอดภัยที่เกี่ยวข้อง เช่น IEC 61508, ISO 13849 และมาตรฐานความปลอดภัยไซเบอร์ที่เกี่ยวข้อง (เช่น ISA/IEC 62443) ก่อนขยายการใช้งานเป็นวงกว้าง
มุมมองอนาคตชี้ว่า LLM และเครื่องมืออัตโนมัติจะกลายเป็นส่วนหนึ่งของกระบวนการวิศวกรรมอุตสาหกรรมมากขึ้น โดยเฉพาะเมื่อโมเดลปรับแต่งแบบโดเมนเฉพาะและการรวมกับระบบ vendor‑specific APIs ดีขึ้น แต่การยอมรับอย่างยั่งยืนต้องมาพร้อมกับกรอบกำกับดูแลภายใน (governance), การฝึกอบรมบุคลากร, การลงทุนในเครื่องมือยืนยันความถูกต้อง และนโยบายด้านความปลอดภัยเพื่อให้ประโยชน์จากความเร็วและประสิทธิภาพไม่ถูกทดแทนด้วยความเสี่ยงที่หลีกเลี่ยงได้



